Home ![]() Progetti
Progetti ![]() Alimentare
Alimentare ![]() Fire Safety Engineering per stabilimento alimentare in Lombardia
Fire Safety Engineering per stabilimento alimentare in Lombardia
| Tipologia | Localizzazione | Superficie complessiva | Anno di progettazione | Strutture | Attività soggette DPR 151/2011 |
|---|---|---|---|---|---|
| Stabilimento alimentare – magazzino automatizzato ambiente refrigerato | Lombardia | 7.915 m2 | 2025 | MAV | 70.2.C |
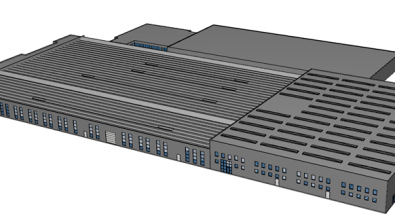
Grande filiera italiana conosciuta a livello internazionale, leader nella produzione del latte, dalla produzione della materia prima alla distribuzione del prodotto finito ai punti vendita. Ha avviato l’ampliamento del proprio stabilimento, realizzando un magazzino automatizzato adibito allo stoccaggio di prodotti finiti, semilavorati, assemblati, materia prime ad uso della stessa azienda, a temperatura ambiente o refrigerata. L’obiettivo era garantire la resistenza al fuoco per un periodo congruo con la durata dell’incendio, l’assenza di danneggiamento strutturale verso altri edifici, l’esodo degli occupanti dal compartimento e la possibilità di smaltire fumi e calore dell’incendio. Tutto ciò mantenendo continuità operativa, elevati standard di sicurezza antincendio e piena conformità normativa, evitando interventi strutturali invasivi che avrebbero compromesso le attività in corso.
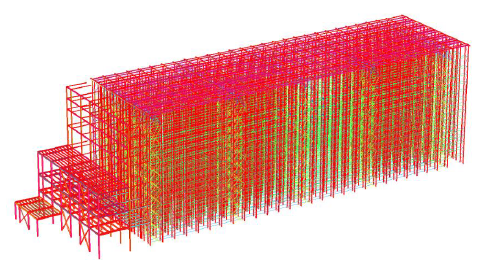
Strutture metalliche prive di protezione passiva, incompatibili con i requisiti prescrittivi di resistenza al fuoco
Elevata densità di stoccaggio e di carico d’incendio tipica del settore alimentare
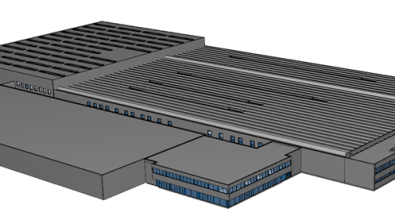
Inserimento del magazzino automatizzato nel contesto di uno stabilimento esistente, con distanze di separazione inferiori ai limiti normativi
Superficie utile complessiva delle aperture di smaltimento inferiore a quella richiesta dalla norma, per esigenze tipiche di un magazzino alimentare refrigerato
Necessità di garantire business continuity senza limitare i quantitativi di materiale stoccato
Verificare la resistenza al fuoco delle strutture metalliche tramite approccio prestazionale
Mantenere il layout produttivo e di stoccaggio previsto da progetto
Contrastare la propagazione dell’incendio verso bersagli esterni all’attività
Garantire l’esodo degli occupanti in caso di incendio tramite approccio prestazionale
Assicurare la possibilità di intervento da parte delle squadre di soccorso ottimizzando gli interventi di adeguamento
Evitare di compromettere l'efficienza energetica del magazzino refrigerato
Assicurare la continuità produttiva anche in scenari incidentali
Ottimizzare gli impianti esistenti senza interrompere la produzione
Mantenimento del layout produttivo e di stoccaggio esistente, evitando la riduzione dei quantitativi di materiale stoccato, la creazione di ulteriori compartimentazioni o percorsi di esodo protetti
Riduzione significativa dei costi di adeguamento antincendio
Possibilità di inserimento di un magazzino automatizzato nel contesto di uno stabilimento produttivo esistente
Mantenimento della continuità produttiva durante l’esecuzione degli interventi
Salvaguardia dei beni contenuti nel magazzino automatizzato
Verifica delle condizioni di sicurezza per esodo e soccorso
Impianti antincendio dimensionati con margini di sicurezza superiori allo standard normativo
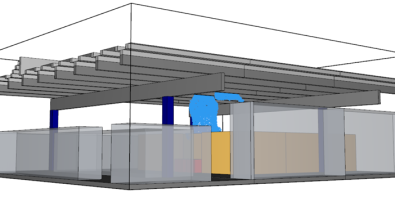
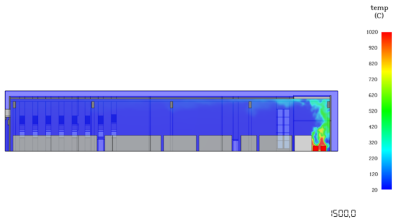
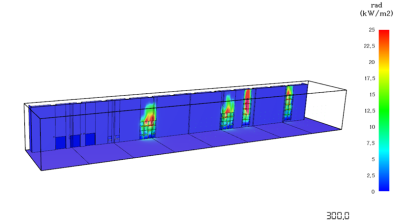
📽️ Il video illustra le simulazioni CFD e le principali soluzioni di Fire Safety Engineering adottate nel progetto.
Guarda il video




Scopri le soluzioni che possiamo trovare per la tua problematica
